| 用途 |
|
| 特點 |
|
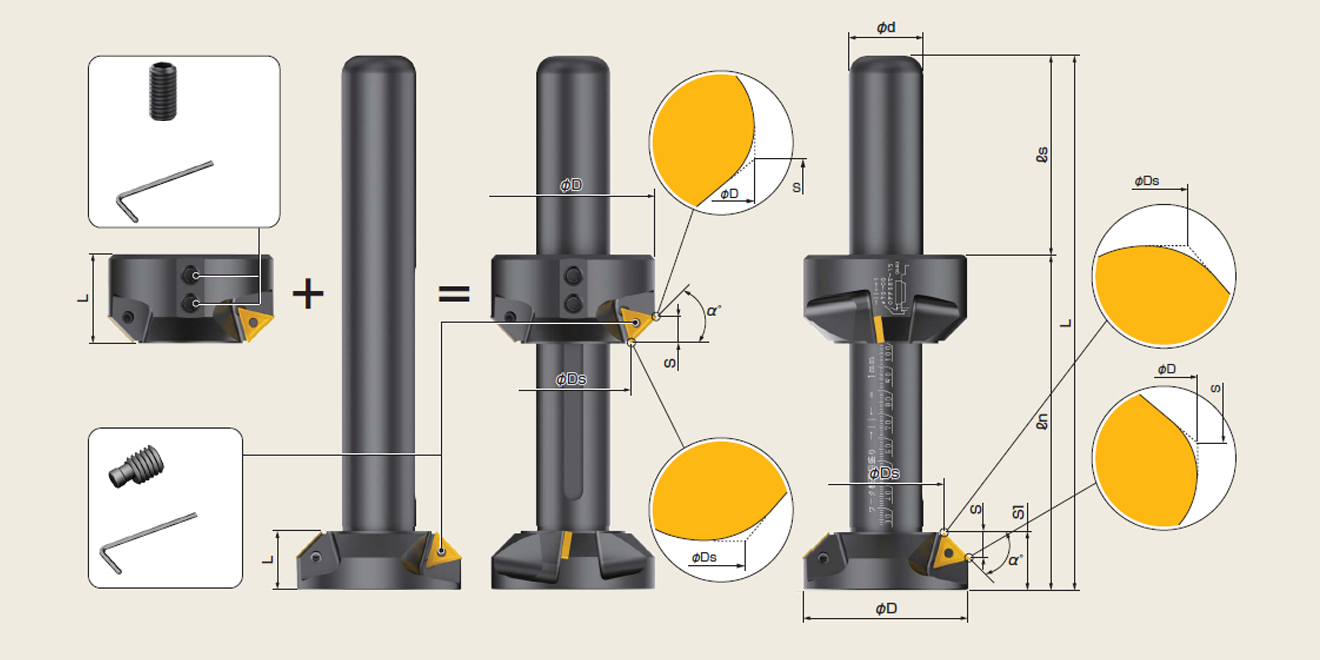
| 型號 | 刃數(shù) | 尺寸(mm) | α° | 加工能力 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φd | L | ls | ln | S | S1 | ||||
| WNK4570T | ※4 | 72 | 50.2 | 32 | 228 | 85 | 63-143 | 10.9 | 24.9 | 45° |
一般設(shè)定C3倒角 (工件厚度25mm以上用C2倒角) 厚度5-55mm(刻度8mm起) |
| WNK4570T-L | 2 | - | - | - | 38 | - | - | - | - | - | |
| WNK4525S-L | 2 | - | - | - | 25 | - | - | - | - | ||
※標(biāo)準(zhǔn)配備不含刀片,請另外購買
※標(biāo)準(zhǔn)配備含夾緊螺釘和扳手
※UPPER和LOWER各2片刃。切削條件請按刀片數(shù)2計算
刀桿上下部位置關(guān)系設(shè)定
| 符號 | 描述 | 數(shù)值 |
|---|---|---|
| C | 倒角量 | 最大C9.8 |
| T | 工件厚度 | 23-100* |
| D1 | 基準(zhǔn)加工直徑 | φ70 |
| OFFSET | 校正值 | 15 |
刀桿刻度范圍23-100mm,最小刻度1mm;當(dāng)UPPER和LOWER貼合時,T為20mm
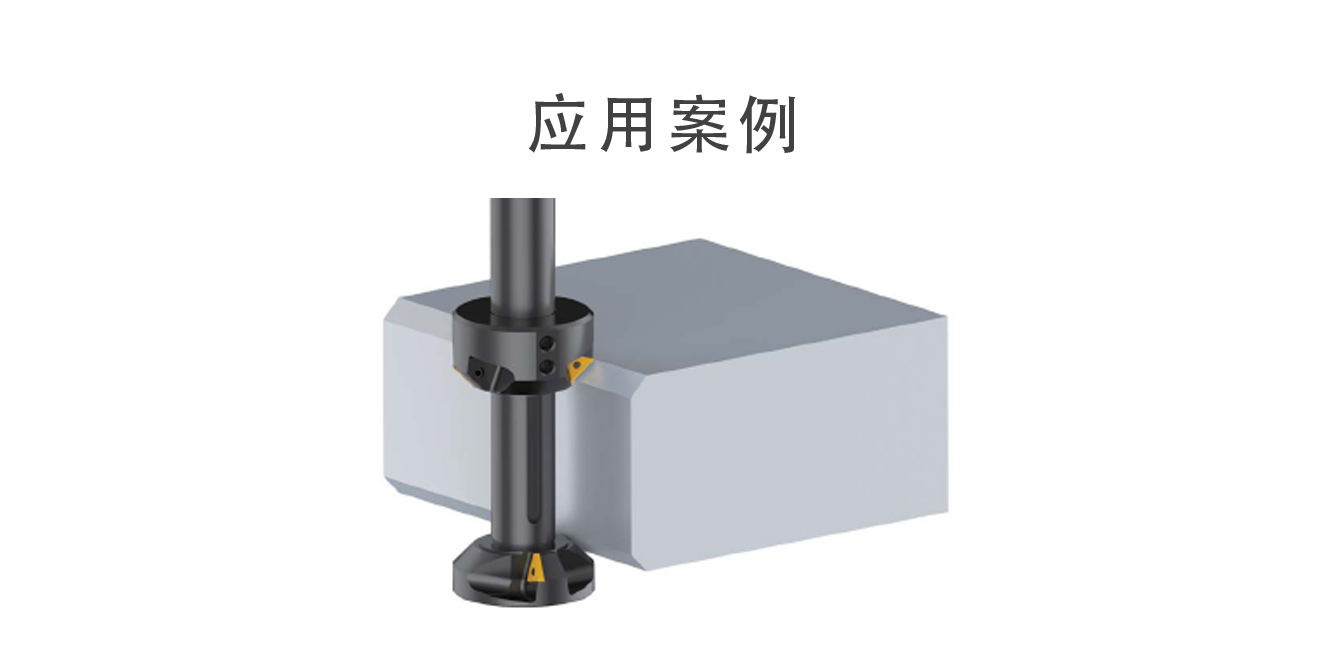
使用步驟:
1、中間軸的刻度配合工件的板厚,用2個滾筒固定
2、將刀片安裝在支架上,安裝在加工機上
3、從工件底部突出支架前端的OFFSET量
4、旋轉(zhuǎn)支架開始倒角加工
※實際加工路徑以(φD1÷2-C)計算;將支架中心從工件(φD1÷2)脫離處變成C0
倒角加工(T32MOR刀片)
| 材質(zhì) | 進刀量(fz) | 切削速度(m/min) | 旋轉(zhuǎn)數(shù)(r.p.m.) | 切削液 | 推薦刀片 |
|---|---|---|---|---|---|
| 普通鋼 | 0.08-0.2 | 200-250 | 3000 | NO |
T32MOR NK2001 |
| 合金鋼 | 0.08-0.2 | 200-250 | 3000 | NO | |
| 淬火鋼HRC~45 | 0.08-0.2 | 200-250 | 3000 | YES |
T32MOR AC16N |
| 淬火鋼HRC45~65 | - | - | - | - | - |
| 不銹鋼 | 0.08-0.2 | 100-200 | 2000 | YES |
T32MOR AC16N |
| 鑄鐵 | 0.08-0.3 | 200-250 | 2000 | NO | |
| 樹脂 | - | - | - | - | - |
| 鋁合金 | - | - | - | - | - |
| 鈦合金鎳合金 | - | - | - | - | - |
倒角加工(TT32GUR·TT32GURF刀片)
| 材質(zhì) | 進刀量(fz) | 切削速度(m/min) | 旋轉(zhuǎn)數(shù)(r.p.m.) | 切削液 | 推薦刀片 |
|---|---|---|---|---|---|
| 普通鋼 | 0.08-0.2 | 200-250 | 3000 | YES |
TT32GUR NK2001 |
| 合金鋼 | 0.08-0.2 | 200-250 | 3000 | YES | |
| 淬火鋼HRC~45 | 0.08-0.2 | 200-250 | 3000 | YES |
TT32GUR AC15N |
| 淬火鋼HRC45~65 | - | - | - | - | |
| 不銹鋼 | 0.08-0.2 | 100-200 | 2000 | YES |
TT32GUR AC15N |
| 鑄鐵 | 0.08-0.2 | 200-250 | 3000 | NO | |
| 樹脂 | 0.08-0.3 | 250-800 | 5000 | YES |
TT32GUR NK1010 |
| 鋁合金 | 0.08-0.3 | 250-800 | 5000 | YES | |
| 鈦合金鎳合金 | 0.08-0.2 | 150-200 | 2000 | YES |
TT32GURF TC16N |
倒角加工(TNEA16304刀片)
| 材質(zhì) | 進刀量(fz) | 切削速度(m/min) | 旋轉(zhuǎn)數(shù)(r.p.m.) | 切削液 | 推薦刀片 |
|---|---|---|---|---|---|
| 淬火鋼HRC45~65 | 0.08-0.2 | 150-200 | 2000 | YES |
TNEA16304 TC16N |
※請根據(jù)工件形狀,夾具狀態(tài),倒角量的大小和切刃位置來調(diào)節(jié)加工條件。倒角量大時,請盡量降低加工條件
※在倒角加工時,請將條件降低到1/3左右進行加工
適配刀片
| 圖片 | 型號 | 材質(zhì)類型 | 使用角數(shù) | 標(biāo)準(zhǔn)包裝 |
|---|---|---|---|---|
 |
T32MOR | NK2001 | 6 | 12pcs/盒 |
| NK1010 | ||||
| NK2020 | ||||
| NK3030 | ||||
| AC16N | ||||
 |
TT32GUR | NK2001 | 2 | |
| NK1010 | ||||
| NK2020 | ||||
| NK3030 | ||||
| NK5050 | ||||
| NK8080 | ||||
| AC15N | ||||
| HSS | ||||
| HSS TiN | ||||
| TT32GURF | TC16N | |||
 |
TNEA160304 | TC16N | 6 |
※安裝刀片時,由于偏心鎖的特殊方式,逆向上鎖會造成刀片的損壞和精確度不準(zhǔn)
※交換刀片時,請務(wù)必檢查是否逆向上鎖

{kind=link}
{kind=link}
{kind=link}